鉄骨の材質
1.建築構造用鋼材の種類
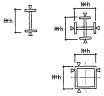
鋼材にはさまざまな種類があり、いろいろな分類方法がある。製鉄工程をマクロ的に理解するには、使用目的に応じ使いやすい形に変形加工される形状面からの分類が役に立つ。建築構造用鋼材の形状の種類をあげると、おおまか表1のようになる。
表1
名 称 通 称 用 途 図 H形鋼 H 細幅・中幅・広幅と3つのタイプがあり、ラーメン構造の各所で用いられる。 角形鋼管 コラム 正方形・長方形があり、特に正方形のものは耐力に方向性が無い為、純ラーメン構造に向いている。 鋼 管 パイプ 円形断面の形状を生かした柱やトラスの材料としても用いられる。 山形鋼 アングル 等辺・不等辺があり、下地材やトラスの材料としても用いられる。 軽量リップ溝形鋼 Cチャンネル
シーチャンリップ溝形鋼と呼ばれ、胴縁や母屋などの下地材に使用される。
2.JIS規格品等の定義
建築物の構造部材として使用できる鋼材は、表2に示すJIS規格品、JIS規格同等品及び国土交通大臣認定品である。
表2
名称 性 質 用 途 SS SS400 一般構造用圧延鋼材 鋼材の中で最も一般的なもので一番多用されている。 基本的部材 SM SM400
SM490溶接構造用圧延鋼材 SS材より溶接性能を良くした鋼材で、溶接性能によりA,B,Cの等級がある。 H形鋼を使用するSRC造の柱、梁やS造ラーメン構造の梁などに使用される。SSより高価である。 STK STK400
STK490一般構造用炭素鋼管 材質はSS材に類似。 鋼管(パイプ)の規格材と考えればよい。 STKR STKR400
STKR490一般構造用角形鋼管 SS材を使用し、JISで定められた工程、品質で加工された製品。 角形鋼管の規格材と考えればよい。 BCR BCR295 冷間ロール成形コラム 冷間ロール製法はBCR ラーメン構造の柱に利用される角形鋼管
STKRより高価である。BCP BCP235
BCP325冷間プレス成形コラム 冷間プレス製法はBCPという。 SSC SSC400 一般構造用軽量形鋼 材質はSS材と同等。 C形鋼等の軽量形鋼で雑部材として使用される。 SN SN400
SN490建築構造用圧延鋼材 溶接性が良くなると共に、降伏点を超えても破断しにくいねばり強い性質を持つ。材料性能によりA,B,Cの等級がある ラーメン構造のダイヤフラムなど、特定の部位に使用される。89'の新耐震設計法以降登場した新しい材料。SMより高価である。
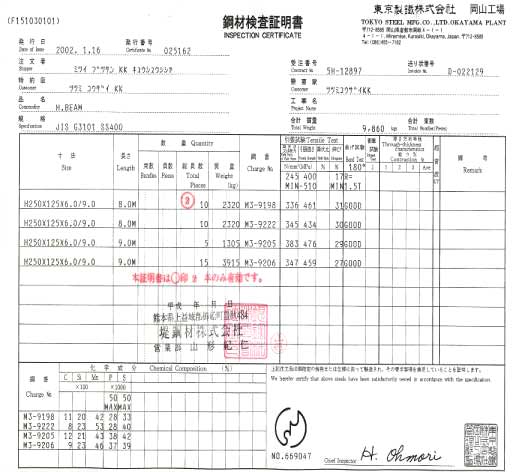
3.鋼材検査証明書
a)鋼材検査証明書とは
鉄鋼メーカーが、規格が指定された鋼材を受注した場合に、その製造結果が指定された規格などの要求事項を満足している事を証明した書類のことで、一般に「ミルシート」と呼ばれています。正式には「鋼材検査証明書(Inspection Certifcate)」又は単に「検査証明書」と言います。尚、「鋼材検査証明書」は発注者が要求(項目も)した場合にのみ発行されます。
b)鋼材検査証明書の必要性
規格の無い鉄板は鉄屑であり、鉄鋼メーカーが規格を証明する唯一の証明書がミルシートであり受注企業(販売企業)は受注先企業(販売先企業)に対して、ミルシートの提出義務が生じます。ミルシートが出ないものについては無規格品とし化学成分値および材質試験値が保証されておらず、品質のばらつきが大きいと考えられるので、主要構造部材には使用しないものとされています。尚、当工業会組合員はJIS規格品を使用し無規格品は使用しません。
「鋼材検査証明書(ミルシート)」様式の一例
性能評価
大臣認定の法的位置付け
 大臣認定とは、性能規定化された改正建築基準法に基づき、鉄骨製作工場において製作された鉄骨溶接部の性能について、評価に基づき大臣が認定するものです。
大臣認定とは、性能規定化された改正建築基準法に基づき、鉄骨製作工場において製作された鉄骨溶接部の性能について、評価に基づき大臣が認定するものです。
グレード区分と適用範囲
鉄骨製作工場の評価は、溶接を伴う建築構造物を、建築規模、使用する鋼材等により5つのグレードに区分して行われます。
 |
|||||||||||||||||||||||||
|
製作のフローチャート
検査
鉄骨製作時における社内検査には大きく分けて,下記の2つに分類される。
2. 溶接部表面欠陥(アンダーカット・オーバーラップ・ピット・割れなど)
3. 表面状態(ビード不整・クレーター処理・脚長不揃いなど)
2. 階高
3. 仕口部の長さ
4.柱のせい
5.仕口部のせい
6.梁の長さ
7.梁のせい
8.その他(曲がり・ねじれなど)
2.突合せ溶接部超音波探傷検査
製品精度(外観)
| 測定項目 | 図 | 許容差 | 測定位置 | 測定器具 |
| 隅肉溶接の サイズ (S) |
 |
0≦e0.5S かつ e≦5mm |
目視で過大あるいは過少と判断される部位 | 溶接用ゲージ 限界ゲージ |
| 隅肉溶接の 余盛の高さ (C) |
 |
0≦e0.4S かつ c≦4mm |
目視で過大あるいは過少と判断される部位 | 溶接用ゲージ |
| 突合せ溶接の 余盛の高さ (C) |
 |
B<15 C≦3 15≦B<25C≦4 25≦B C≦(4/25)B かつ0.5mm以上 |
目視で過大あるいは過少と判断される部位 | 溶接用ゲージ 限界ゲージ |
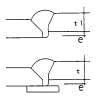
| T形突合せ溶接 継手の補強 隅肉のサイズ (e) |
 |
t≦40 (S=t/4) 0≦△e≦7mm t≦40 (S=10) 0≦△e≦T/4-3 |
目視で過大あるいは過少と判断される部位 | 溶接用ゲージ 限界ゲージ |
| アンダーカット (e) |
 |
突合せ溶接 e≦0.3mm 前面隅肉溶接 e≦0.3mm 側面隅肉溶接 e≦0.5mm |
溶接線全長 | 目視 アンダーカット ゲージ |
| ピット |  |
溶接長30cmあたり1個以下、ただしピットの大きさが1mm以下のものは3個を1個として計算する。 | 溶接線全長 | 目視 |
製品精度(外観)
| 測定項目 | 図 | 許容差 | 測定位置 | 測定器具 |
| ビート表面の不整 (e) |
 |
ビート表面の凸凹の高低差e1は溶接の長さ25mmの範囲で2.5mm以下 。ビート幅の不整e2は溶接の長さ150mmの範囲で5mm以下。 |
目視で過大あるいは過少と判断される部位 | 目視 コンベックスルール 溶接ゲージ |
| スタッド溶接後の仕上がり高さと傾き (L)、(θ) |
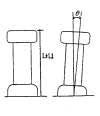 |
L1=±2mm θ=5度 |
直尺 コンベックスルール |
|
| 突合せ継手の食い違い (e) |
 |
t≦15mm e≦1.0mm 15mm<t e≦t/15 かつ e≦2mm 通しダイヤフラムの場合、食い違いはあってはならない |
直尺 すき間ゲージ |
|
| 仕口のずれ (ダイヤフラムとフランジのずれ) (e) |
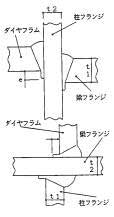 |
t1≧t2の場合 e≦2t1/15 かつ e≦3mm t1≧t2の場合 e≦t1/6 かつ e≦4mm |
継手全範囲 | コンベックスルール 測定ジグ すき間ゲージ |
製品精度
| 測定項目 | 図 | 許容差 | 測定位置 | 測定器具 |
| 柱の長さ (L) |
  |
L<10m -3mm≦L1≦+3mm L≧10m -4mm≦L1≦+4mm |
ボルト接合の場合 接合部第1穴心間柱脚の場合はベース下面 溶接接合の場合 両端間 メタルタッチの場合両端間 |
JIS 1級 鋼製巻尺 検査台 |
| 梁の長さ (L) |
L1=±3mm | フランジ又はウエブの接合部第1穴心間 | JIS 1級 鋼製巻尺 検査台 |
|
| 階高 (H) |
  |
-3mm≦h1≦+3mm -3mm≦h2≦+3mm -3mm≦h3≦+3mm -3mm≦h4≦+3mm |
柱の継手部孔心又はベース下面から仕口元端の上フランジ間 仕口上フランジ間 |
JIS 1級 鋼製巻尺 検査台 |
| 柱の曲り (e/L) |
 |
e≦L/1500 かつ e≦5mm |
フランジ両端と最大曲り部 | 水糸・ピアノ線 かね尺、検査台 |
| 柱の曲り (e/L) |
 |
e≦L/1000 かつ e≦10mm |
フランジ両端と最大曲り部 | 水糸・ピアノ線 かね尺、検査台 |
製品精度
| 測定項目 | 図 | 許容差 | 測定位置 | 測定器具 |
| 柱せい (W) |
 |
W≦800mmの場合 -2mm≦w≦+2mm W>800mmの場合 -3mm≦w≦+3mm |
部材両端のウエブ位置のフランジ背面間 | JIS 1級 鋼製巻尺 コンベックスルール |
| 仕口部のせい (D) |
 |
D≦800mmの場合 -2mm≦d≦+2mm D>800mmの場合 -3mm≦d≦+3mm |
部材両端のウエブ位置のフランジ背面間 | JIS 1級 鋼製巻尺 コンベックスルール |
| 幅 (B) |
H≦800mmの場合 -2mm≦b≦+2mm H>800mmの場合 -3mm≦b≦+3mm |
両端の上・下フランジ幅 | コンベックスルール かね尺 |
|
| フランジの 傾斜 (e) |
 |
接合部 e≦B/100mm かつ e≦3mm 一般部e≦2B/100mm かつ e≦4mm |
ウエブを基準としてフランジの傾斜 | 直角定規 かね尺 すき間ゲージ |
| フランジの 折れ (e) |
 |
接合部 e≦b/100mm かつ e≦1.0mm 一般部e≦2b/100mm かつ e≦2mm |
ウエブを基準としたフランジの折れ | 直角定規 かね尺 すき間ゲージ |
| ウエブの 心ずれ |
 |
e≦2mm | ウエブ中心線より左右フランジ縁 | コンベックスルール かね尺 |
| ウエブの曲り |  |
e≦H/150 かつ e1≦4mm e2≦B/150 かつ e2≦4mm ただし、t≦6には 適用しない |
ウエブ両フランジ付端とウエブ中間のすき間 | 直尺 すき間ゲージ |
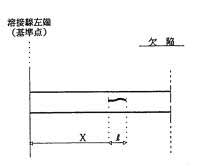
超音波探傷検査記号
(検査記号は構造物第三者検査機関協会「建築鉄骨溶接部検査結果表示方法指針」(1998年)による)
超音波探傷記号
 |
 |
| X | (mm) :溶接部左端(或いは任意の基準点)から欠陥までの距離 |
| l | (mm) :欠陥指示長さ |
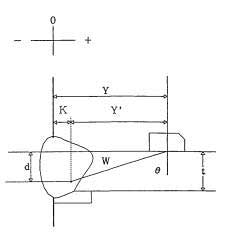
| Y | (mm) :0点から探触子までの距離 |
| W | (mm) :探触子入射点から欠陥までの超音波伝搬距離 |
| K | (mm) :0点から欠陥までのY方向距離 |
| D | (mm) :探傷面より欠陥までの深さ |
| Y‘ | (mm) :欠陥から探触子入射点までの距離 |
| θ | (mm) :実測屈折角 |
| t | (mm) :板厚 |
| 損傷箇所 | 板厚 | 開先 形状 |
溶接 方法 |
欠陥位置 | エコー 領域 |
欠陥 指示長 |
評価長 | 判定 | 備考 | |||
| X | Y | W | d | |||||||||
柱鉄骨検査成績表
梁鉄骨検査成績表
溶接外観検査
| 溶接寸法(余盛) |
 |
寸法精度検査
| 柱の長さ | 仕口のせい |
 |
 |
| 仕口の長さ | |
 |
突合せ溶接部超音波探傷検査
 |
 |
検査
建築鉄骨でよく使われている溶接を紹介します。
溶接法
| ・ 被覆アーク溶接 | 組み立て溶接や細かい部分の隅肉溶接に使います。 |
| ・ ガスシールドアーク溶接 | ガスはCo2がほとんどですが一部アルゴン混合ガスも使われています。現在建築鉄骨では溶接の90%以上がこの方法です。 |
溶接姿勢
| F 下向き | 溶接の品質、効率ともに優れていて工場溶接のほとんどがこの姿勢です。 |
| H 横向き | 溶接の効率が下向きに比べ悪く 良質な溶接を作るのに高度の 技量が必要です。柱の現場溶接はこの姿勢です。 |
| V 立向き | 高度な技量が要求されますが、建築鉄骨ではあまり使うことはありません。 |
| O 上向き | 非常に高度な技量が必要となり建築ではほとんど使うことはありません。 |
 |
 |
| 被覆アーク溶接器 | 炭酸ガスシールド溶接器 (半自動アーク溶接器) |
溶接作業状況及び溶接外観
 |
 |
| 被覆アーク溶接作業 (スミ肉溶接) |
炭酸ガスアーク溶接(半自動溶接) (姿勢:下向き突合せ溶接) |
 |
 |
| 炭酸ガスアーク溶接(半自動溶接) (姿勢:横向き突合せ溶接) |
炭酸ガスアーク溶接(半自動溶接) (ロボット溶接) |
 |
 |
| 炭酸ガスアーク溶接(半自動溶接) (姿勢:下向き突合せ溶接、平継手ビード外観) |
組立溶接状況 (被覆アーク溶接) |
 |
 |
| 炭酸ガスアーク溶接(半自動溶接) (姿勢:横向き突合せ溶接、下継手ビード外観) |
T継手突合せ溶接 フラックスタブ使用状況 |